2023年9月から本格的に自作76cmドブソニアンの製作をはじめました。 製作は主鏡セルからはじめました。 主鏡セルは主に金工です。 バンドソーを新たに購入して材料の切り出しから開始し、2025年3月に完成しました。

2023年9月 : バンドソーを使った加工
 |
バンドソー で主鏡セルの部材(アルミ)をカットしてきます。 図面を1/1スケールで印刷してそれを部材に貼り付けました。 バンドソーでサクサク切れます。 バンドソー、買って正解でした。 |
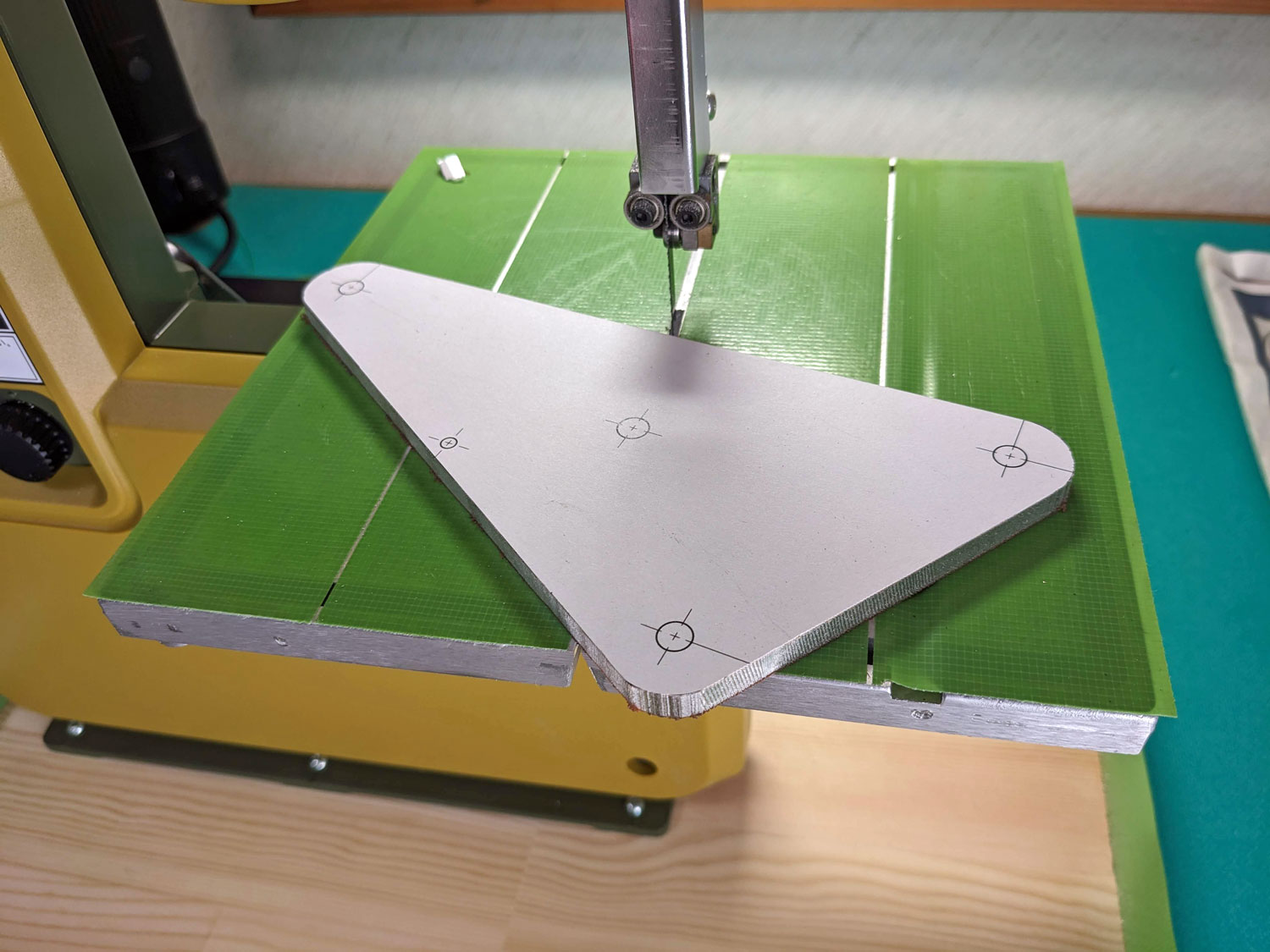 |
簡単に狙ったとおりカットできました。 |
 |
他の三角板も切り出しました。 |
 |
主鏡のサイドサポートには20mm厚のアルミですがこれも切断できました。 さすがに切断には時間がかかりました。 |
 |
その他の部材もカットしました。実家での作業は一旦ここまで。 |
 |
ハワイに戻ってからベルトサンダーで切断面を整えました。 こんな感じで垂直に削って仕上げます。 |
 |
穴開けやタップ加工も行いました。 |
 |
丸棒の中心に穴を開けます。3Dプリンターで作った治具で中心にポンチします。 |
 |
ボール盤で穴開け。部品が小さいのと円柱形で動くので自転車のチューブで部材を巻いてバイスに固定して作業しました。 |
ページの先頭に 戻る
2023年10月 : 仮組み
 |
サイドサポートが大きすぎたのでボール盤をずらして穴開け。垂直に固定できるよう3Dプリンターでジグを作りました。 |
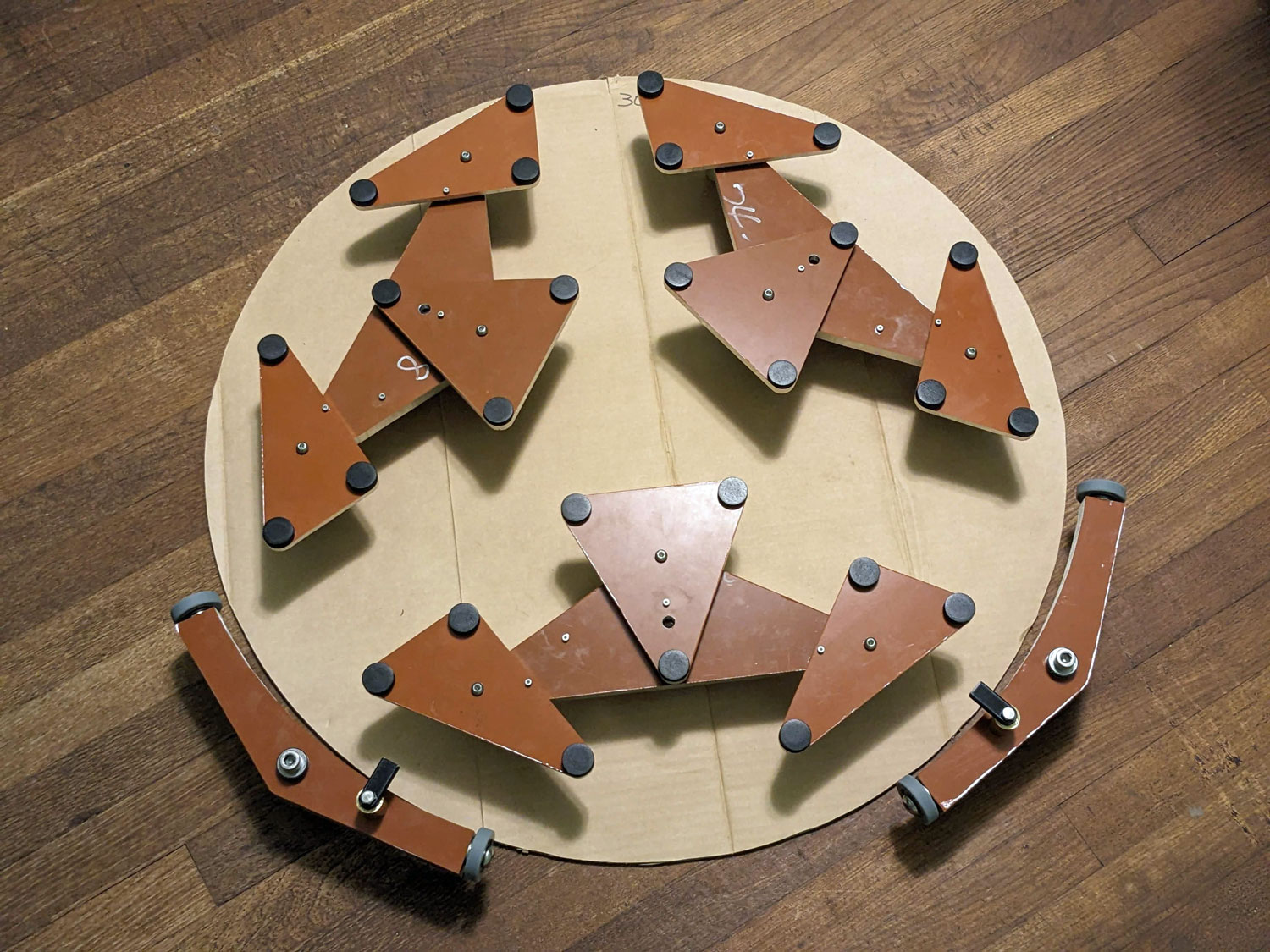 |
仮組み。一応これで裏面サポートとサイドサポートは完成。背後の段ボールは直径30インチ。 |
ページの先頭に 戻る
2024年4月 : 鉄角パイプの加工
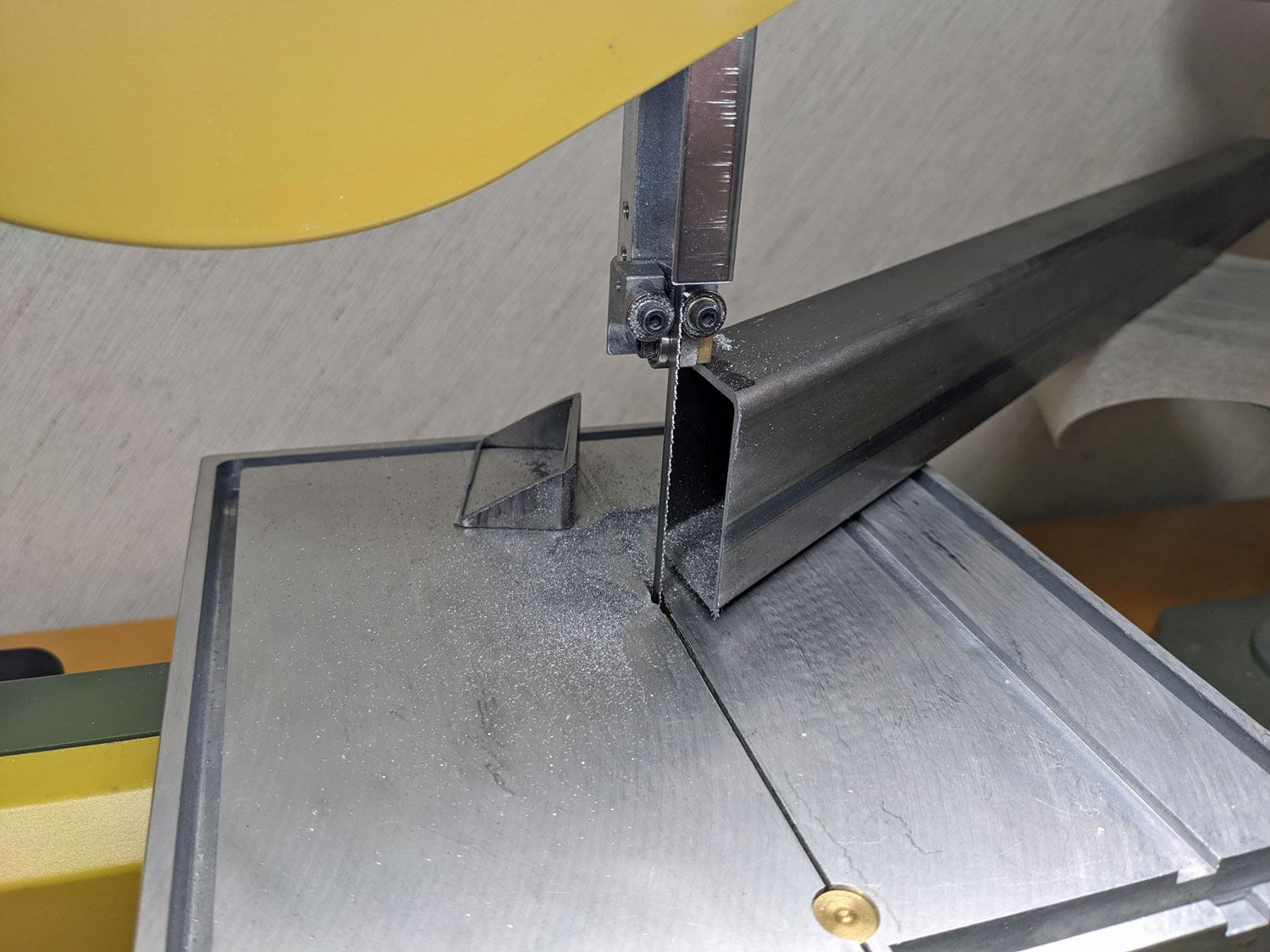 |
主鏡セルに使う50mm×30mmの鉄角パイプをバンドソーで切断しました。 溶接部分が硬く、なんとか切断できましたがとても大変でした。 (後日バイメタルの刃を購入して同じ材を切って見たところあっさりと切れました。やはり材質に応じた刃を使う必要があるようです。) |
 |
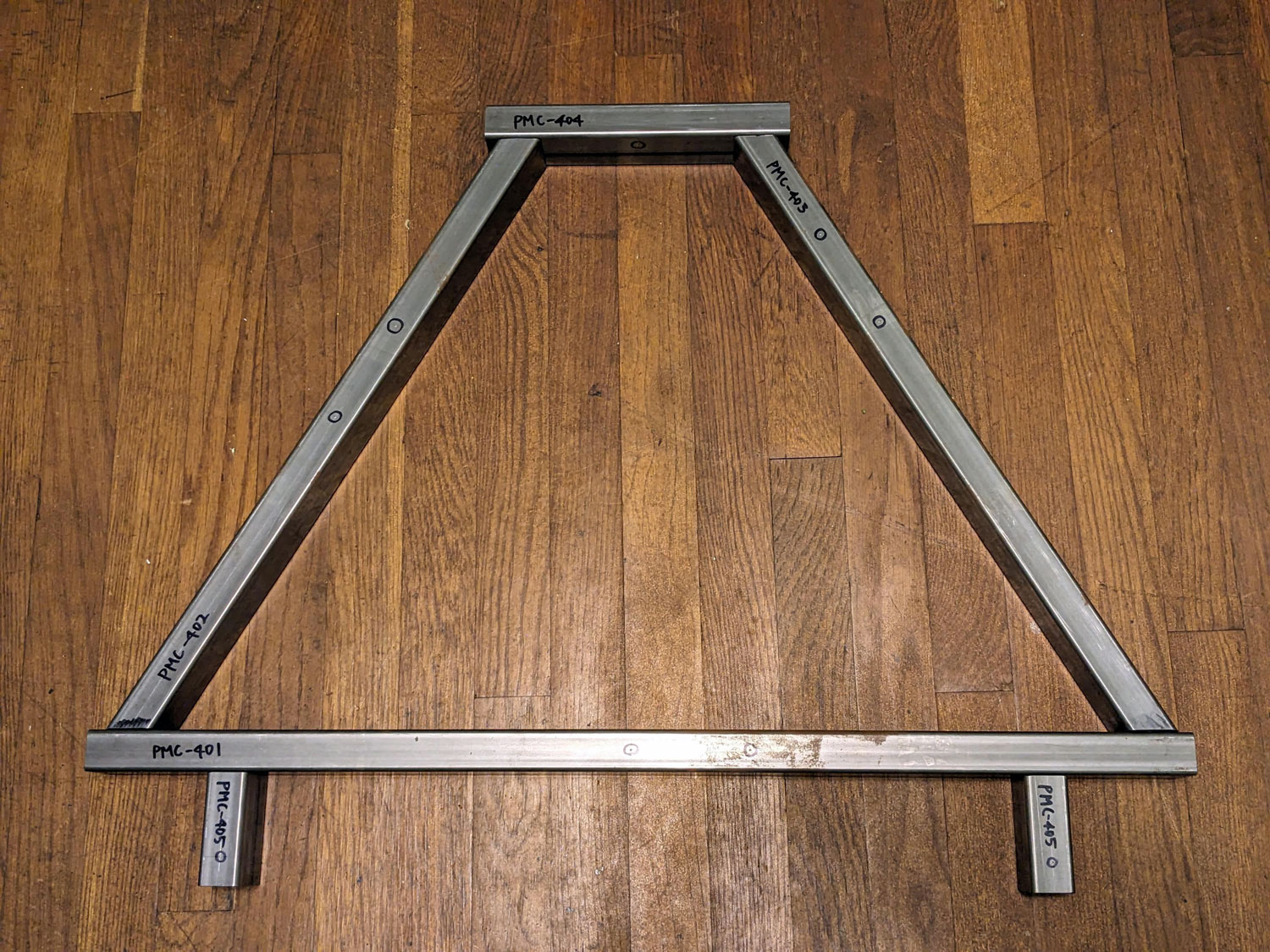
鉄角パイプは巻き段ボールで梱包してハワイへ持ち帰り。 この後穴開け加工、溶接、塗装はハワイで行います。 |
ページの先頭に 戻る
2024年5月 : 主鏡セルの溶接
 |
日本から持ち帰った鉄角パイプにけがき線を入れていきます。 |
 |
設計図通りに穴開け・タップ加工をします。厚さ2.3mmの軟鉄なので意外とあっさりと加工できました。 |
 |
いつも3Dプリンタのフィラメントの乾燥に使っているフードドライヤー(ドライフルーツメーカー)を使って溶接棒を乾燥させます。1295gだったのが3時間の乾燥で1288gになったので確かに吸湿していたようです。 |
 |
厚さ約6mmの鉄板で溶接の練習。E6013のΦ2.4mmの溶接棒でDCEPで75Aぐらいがちょうど良い感じ。溶接機の目盛り55mの位置ぐらい。 |
 |
隅肉溶接が苦手。段ボールで45度が分かるようジグを作って、あとワークがちょうど良い高さで溶接できるよう調整。姿勢がとにかく重要。色々と試行錯誤しながらひたすら練習。E6013のΦ2.4mmの溶接棒でDCEPで80A、30度ぐらい寝させてするとちょうど良い感じ。 |
 |
1.5日練習した結果、隅肉溶接も60%ぐらいの成功率でそこそこうまく溶接できるようになってきました。 |
 |
うまく溶接できるようになってきました。 美観的にも強度的にも、素人の手棒溶接としては十分でしょう。 練習はここまで。 |
 |
実際に主鏡セルを作っていきます。まずは点付け(仮止め)から。 |
 |
隅肉溶接もだいぶマシになってきました。 |
 |
会心の溶接。 |
 |
手棒溶接で鉄角パイプを全周溶接しました。 |
 |
失敗した箇所はこんな感じ。グラインダーで削って溶接をやり直しました。 |
 |
溶接完了。 |
 |
溶接が終わったらワイヤーブラシで清掃して錆びる前に塗装しました。 まずプライマーで下塗りです。米国の一般的な塗料はエナメル系なので乾燥に時間がかかります。 2度塗りしました。 |
 |
つや消し黒で塗装しました。 こちらもエナメル系の塗料で2度塗りしましたが2度塗りの場合には48時間以上時間を開ける必要があるようで、平日に少しずつ塗装しました。 |
ページの先頭に 戻る
2024年5月 : その他工作
 |
主鏡セルのその他パーツも作っていきます。 |
 |
長穴加工はヤスリで削って仕上げました。 |
 |
穴開けややすり掛けの終わったパーツを洗浄していきます。 |
 |
タイミングプーリーは中央穴にタップ加工をして、その後フランジをカシメて留めました。 |
 |
主鏡光軸調整用のモーターユニット。これ単独でタイミングベルトの張りの調整ができる構造にしました。 |
 |
仮組みのためミラーボックスに相当する部材を適当な角材で製作することにしました。 |
 |
仮組用のミラーボックスにいくつか主鏡セルの部品を取り付けました。 |
 |
主鏡セルを乗せてみました。ほぼ狙い通りでしたがいくつか隙間が狭く、追加工や修正が必要なことも分かりました。 |
 |
主鏡の光軸調整の配線も行ってモーター駆動を確認しました。 問題なく動くようです。 |
 |
主鏡の重量(43kg)を模してコンクリートブロックを乗せたところ。 駆動試験も行おうと思っていたのですが仮に3Dプリンターで作っていたボルトが破断してしまい失敗。 駆動試験は部品の納品後にやり直すことにしました。 |
 |
ミラーボックスと干渉していないけど少し隙間がギリギリ過ぎるところは主鏡セルを加工して修正することにしました。 マスキングテープで養生して金ノコで角をカット。 鉄パイプは錆びるのでこの後すぐ塗装しました。 |
 |
アルミブロックも金ノコでカットしました。マスキングテープはガイド兼傷つき防止。これでミラーボックスと主鏡セルの間の隙間も余裕ができたはずです。 |
ページの先頭に 戻る
2024年6月 : モーターの荷重試験、他
 |
不足していた部品が届いたので再び主鏡(43kg)を模してコンクリートブロックを載せて主鏡光軸モーターの駆動試験をしたところ・・・動きませんでした。トルクが不足しているようです。 |
 |
設計変更して主鏡光軸モーターをトルクの大きいものに交換しました。 モーターは3Dプリンターで作った部品で固定し、モーターを回転させることでベルトの張りを調整できるようにしました。 |
 |
定格DC12Vのモーターを6Vで駆動させましたが問題なく動きました。 このモーターで大丈夫そうです。 |
 |
ハンドコントローラーも用意しました。 筐体は3Dプリンターで作りました。 ちなみにコネクタは#1 (赤)、#2 (黒) がOpt側、#3 (赤)、#4 (黒) がIR側としました。 |
 |
再び荷重試験、再度問題ないことを確認しました。全ストロークで問題なく動く事が確認できました。 |
 |
その他、タップが垂直に立てられてない失敗があったのでいくつか部品を再製作しました。 |
 |
慎重にタップを切ります。 |
 |
垂直にタップが切れるよう、長ナットでガイドさせてみました。 (あまり意味があったようには思いませんでしたが・・) |
 |
タイミングプーリーも同様にタップを切ります。 |
 |
プーリーのフランジはポンチでかしめて取り付けます。 |
 |
再製作した部品ができあがりました。 これで主鏡セルの部品の製作は完了です。 |
ページの先頭に 戻る
2025年3月 : 組み立て
 |
アルマイト加工するつもりでいったん工作机の上に拡げてパーツクリーナーで洗浄しました。 が、結局作業時間が無かったことや機能としてアルマイトする必要性はない箇所ということもあって最終的にアルマイト加工は行わない事にしました。 |
 |
ラップで包んで梱包して東京の自宅に運びます。組み立ては東京で行う予定です。 |
 |
東京の自宅に持ち帰りました。 早速組み立てていきます。 |
 |
主鏡の裏面サポート部分の組み立て。平日夜に少しずつ作業しました。 三角板の裏面のM6ナットを回すのに10mmの薄型スパナが必要で、それ用にホームセンターで購入しました。 |
 |
主鏡の側面サポートやミラーボックスとの接続部、モーター部も組み立てました。 |
 |
フレームにこれから取り付けていきます。 フレームはハワイ→日本の輸送で塗装が取れていたところがあったため東京に持ってくる前に岡山で塗装し直しました。 |
 |
組み立てでは部品と工具が干渉してうまく締結できないボルトがあったためコンビネーションレンチを専用に1本買って来てドレメルで削ってうまく回せるようにしました。 |
|
主鏡セルの組み立て完了。何度か仮組していたはずですが今回の最終組み立てでもいくつか修正が必要でした。最終的にうまく組み立てられ、主鏡セルはこれで完成です。 |
 |
主鏡モックアップを載せたところ。 主鏡との干渉も無く、問題なく主鏡を支え、またストッパーにより脱落もしないようにできました。 これで自作76cmドブの主鏡セルは完成です。 |
ページの先頭に 戻る
2025年6月 : ミラーボックスとの干渉
 |
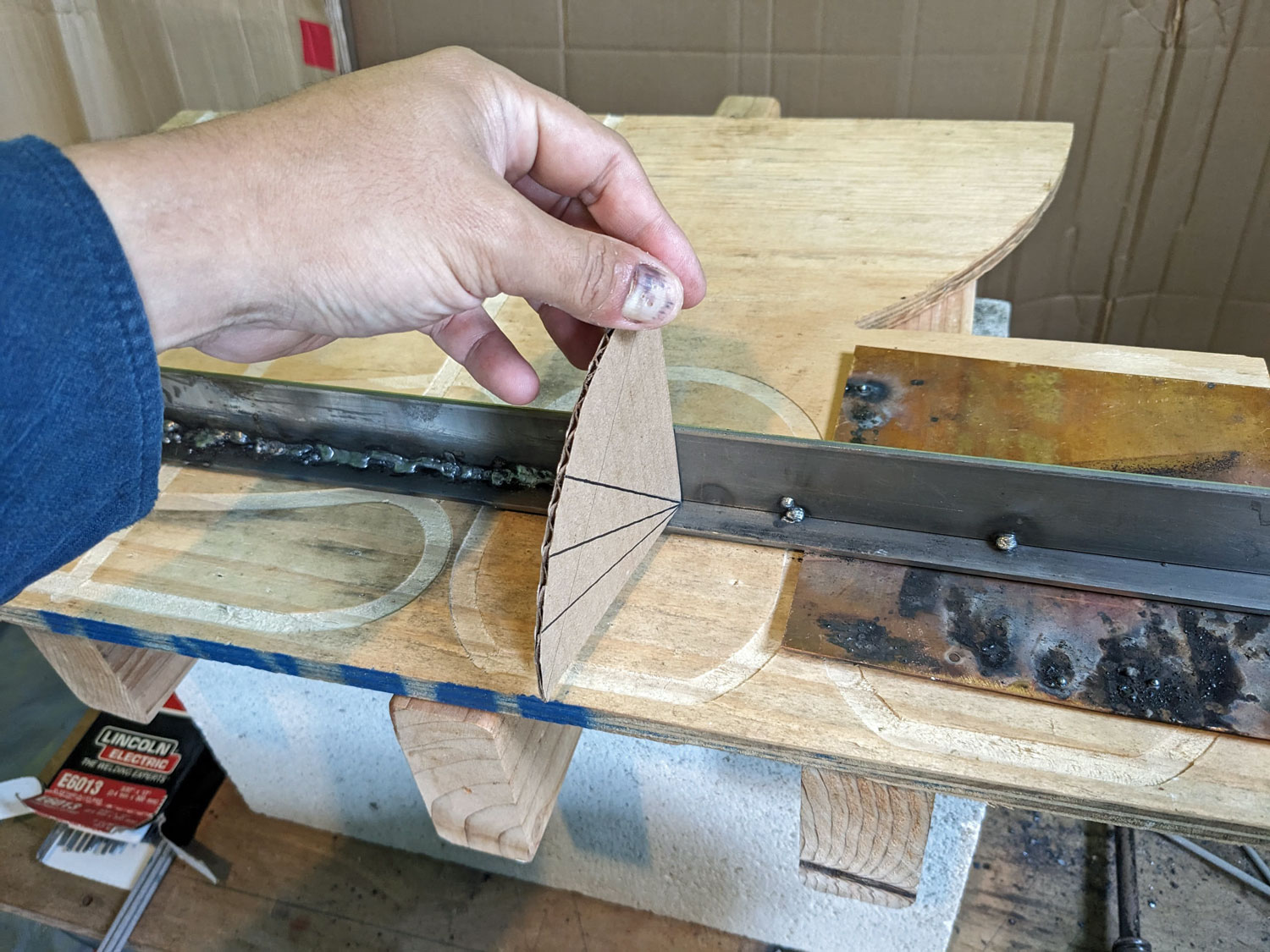
ファーストライトでは光軸が合わせられませんでした。 主鏡を降ろして調べたところ、主鏡セルがミラーボックスと干渉してそれ以上動かないことが分かりました。設計を変更して、上部支持部を5mm高く取り付けるようにします。手元のアルミ材を使って急ぎ加工します。 |
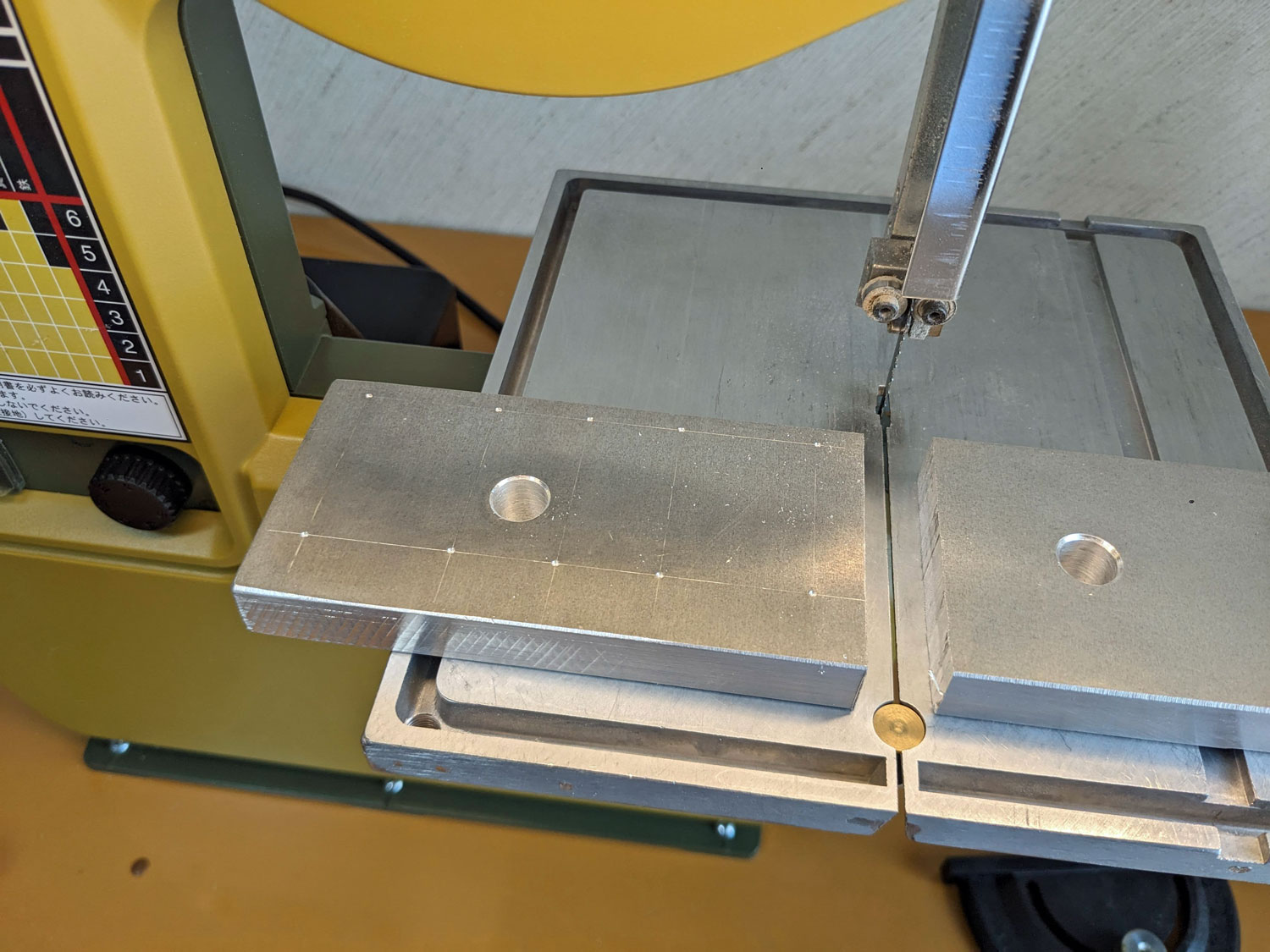 |
バンドソーで切断します。 |
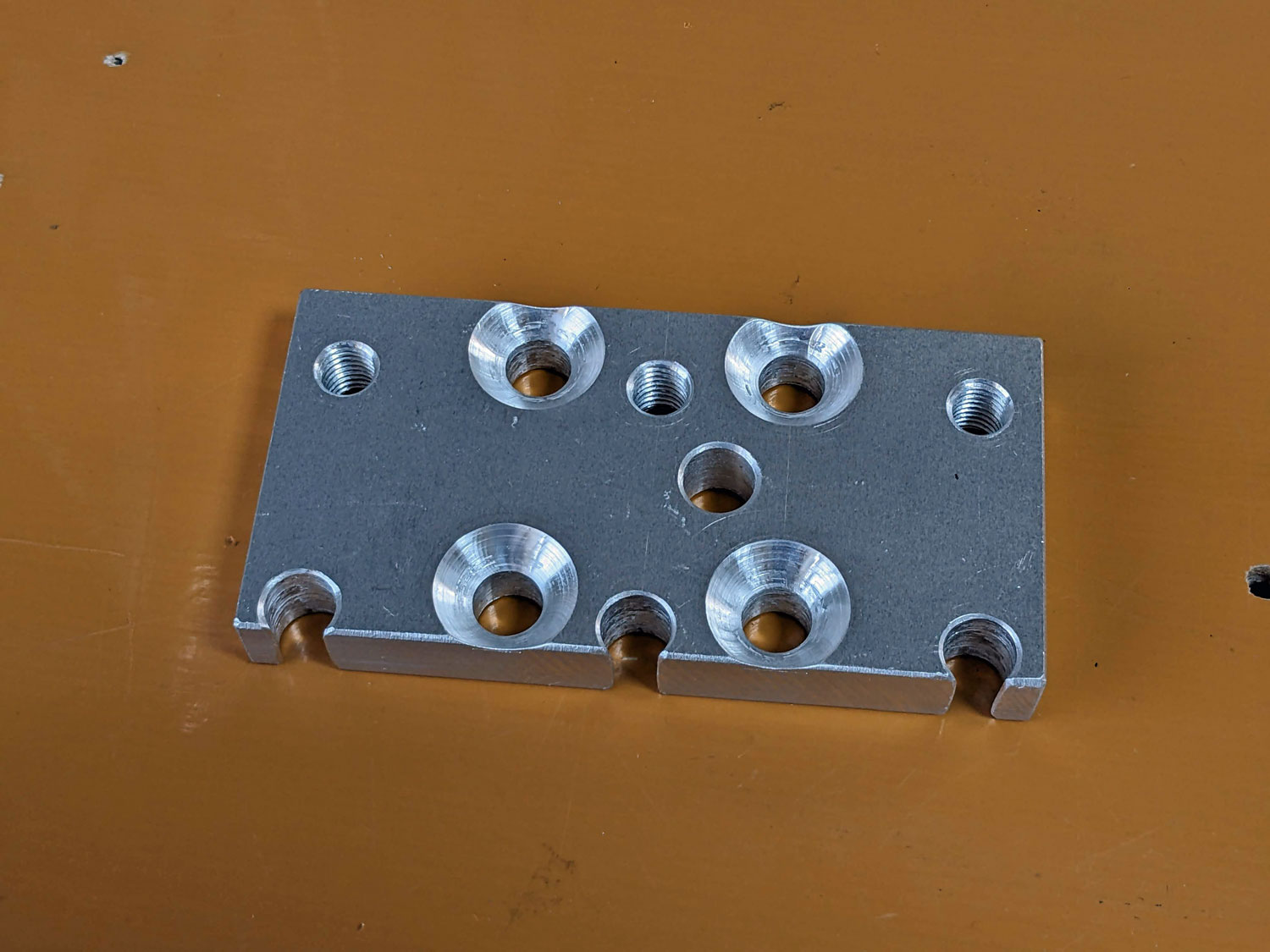 |
ボール盤で穴をあけて、加工して、完成。 |
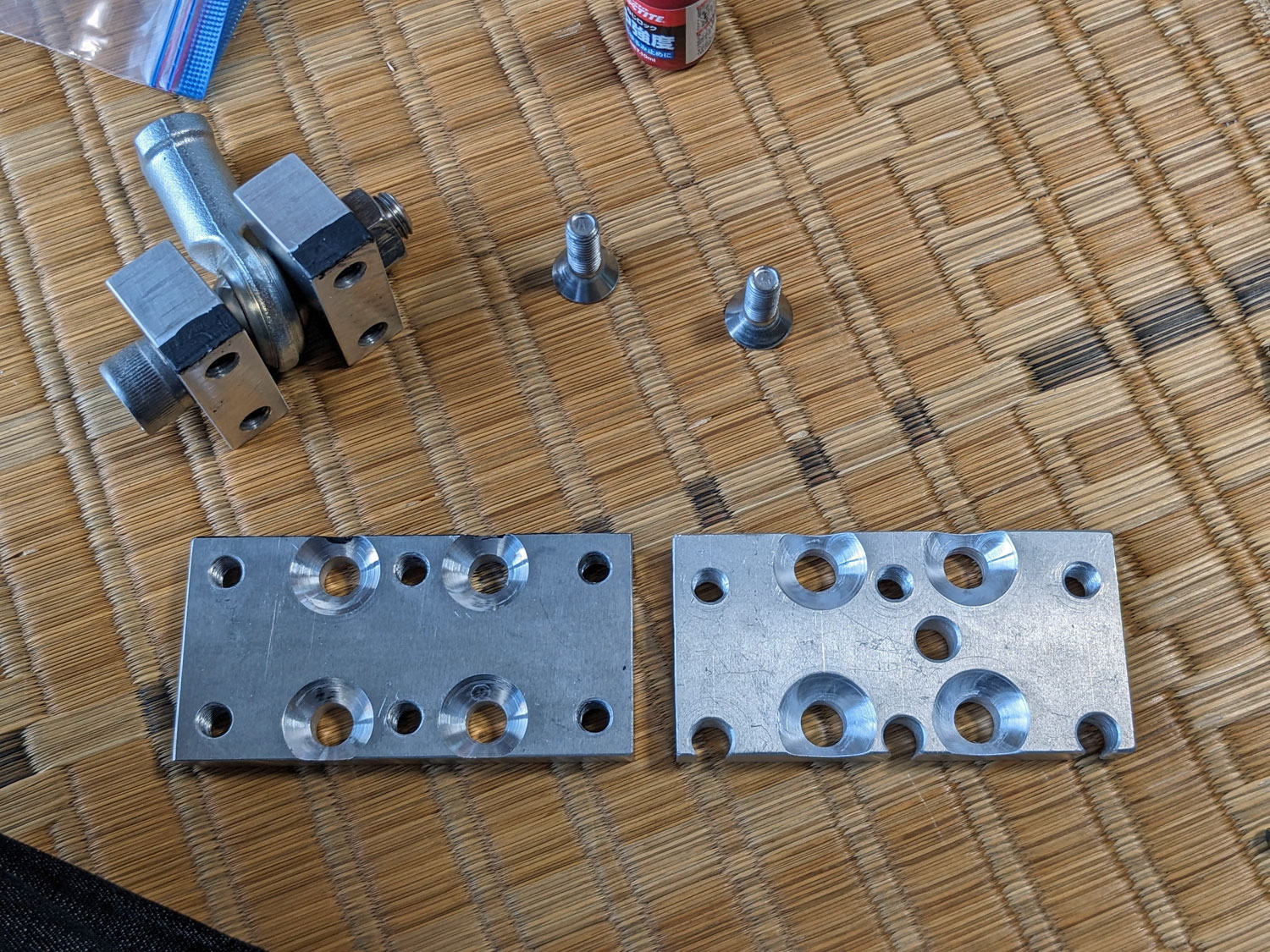 |
新旧プレートを並べてみたところ。材料の関係でネジ穴が板から少しはみ出したけれどこれで問題ないでしょう。 |
 |
ミラーボックスに組み付けました。ここまで約4時間。この改造の後、光軸もちゃんと合うようになりました。 |
ページの先頭に 戻る